Each country has its own particular abbreviations and terms for weights and measures as well as components and parts of the trailer. Listed below are some of the more common ones you may find.
Coupling -
The connector to attach the trailer to the tow vehicle. Normally a receptacle that is mounted to the trailer drawbar or tongue that slips over a ball mounted to the rear end of the tow vehicle. Also called "Hitch"
Drawbar -
Same as a Tongue. The drawbar is the forward most part of the trailer to provide distance between the tow vehicle and the front of the trailer.
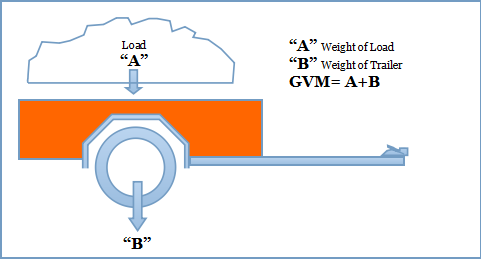
GVM - Gross Vehicle Mass
The total mass of the trailer and load combined. The un-laden weight of the trailer plus the weight of the load carried is the Gross Vehicle Mass.
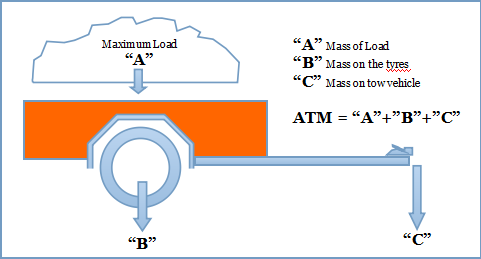
ATM - Aggregate Trailer Mass
The total mass of the trailer when carrying the maximum load recommended by the manufacturer. This includes the mass imposed onto the towing vehicle when the combination vehicle is resting on a flat surface.
GTM - Gross Trailer Mass
GTM is the weight transferred to the ground by the trailer wheels when coupled up to a tow vehicle and carrying the manufacturer's recommended maximum load.
GCVW - Gross Combined Vehicle Weight
The combined weight of the trailer and the tow vehicle including passengers, equipment, fuel, and any load on the trailer.
GVW - Gross Vehicle Weight
The total weight of your tow vehicle including all of its fuel, luggage, passengers etc..
GVWR - Gross Vehicle Weight Rating
The maximum recommended weight of the vehicle or trailer when fully loaded as per the manufacturers recommendation.
GTW - Gross Trailer Weight
The total weight of your trailer including the weight of your load (same as GVM).
Hitch -
Coupling unit, this can also apply to pintle and fifth wheel connections.
In cab -
Inside the tow vehicle cabin, An in cab brake controller is mounted within the tow vehicle within easy reach of the driver.
Spring Centre -
The distance between the centre of one springs to the centre of the other spring when mounted on the trailer chassis. This measurement is required for the fabrication of the axle to ensure the axle is mounted centrally across the trailer.
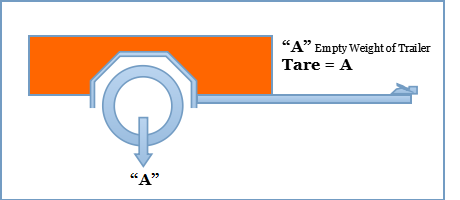
Tare -
The unladen (empty) weight of the trailer.
Tongue
Drawbar component and can include the coupling/hitch